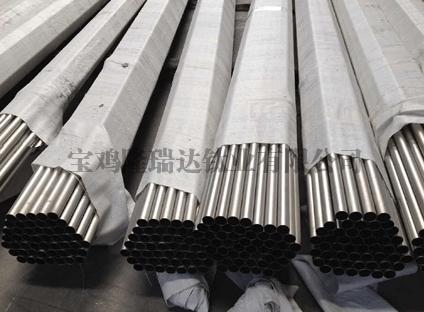
钛的焊接性
(1) 钛棒的熔点为1668°C,密度小,导热系数低。焊接时,焊缝区易产生粗大晶粒,形成过热组织而使塑性下降;焊接冷却较快又易产生不稳定的脆性钛马氏体,同样使得焊接接头的塑性下降,焊接施工中,对线能量和冷却速度要严格控制。
(2) 钛的弹性模量小,焊接变形大;冷变形的回弹能力大成形困难。要采取措施预防变形。
(3) 常温下钛的化学性质稳定,耐腐蚀性强。当达到熔融状态时,钛能够与周围气态元素氢、氧、氮、碳发生剧烈的化学反应,生成化合物,从而严重地影响焊接接头的力学性能和耐腐蚀性能。必须采取
钨极氩弧焊并充分氩保护。
(4) 铁的存在,会在富铁相区与《相区建立自发电池,产生电偶腐蚀,特别在是焊缝和热影响区会产生“优先腐蚀”同时铁污染会导致加速吸氢,形成氢脆裂纹。因此,在焊接中要避免铁的污染。
(5) 钛不能与其它金属熔焊,且易形成脆性的金属间化合物,引起焊缝脆化。

防污染措施
(1) 防止杂质污染,尤其在采用等离子切割管子和坡口加工时要及时清除表面污染层。
(2) 防止铁污染,尽量避免使用铁制、碳钢和低合金钢制工具加工
钛管,严禁使用碳钢钢丝刷。采用机械切割管子和开坡口时,应使用砂轮机清除铁污染层。在钛管上做标记时采用油漆。
采用机械切割管子和开坡口时,被切割表面温度不得超过300°C,可采用喷水的方法进行冷却。
(3)存放保护措施。待加工和加工好的钛管,应用塑料布覆盖好,防止尘土、油污和杂物的污染。对钛管进行分类存放,严禁与碳钢材料混堆。
采取严格的清理措施
(1) 清理表面污物。钛管焊接接头的坡口端面、管壁内外表面及在距离管端面40mm的范围内在母材表面上的一切氧化皮、鳞片、漆膜、金属碎屑、灰尘等,均要用不锈钢钢丝刷和棉纱清理干净。表面毛刺及其它缺陷要用细锉磨光。
(2) 脱脂处理。在表面污物被清理完后,
钛管厂家一般用Na3H水溶液进行碱洗脱脂处理,除掉表面的油脂和碳氢化合物。NaOH浓度为20%~30%温度在50~60C之间,清洗时间为5~10mh碱洗完后,用脱脂棉擦干碱洗过的表面。
(3) 酸洗处理。脱脂处理后,为除去表面的氧化膜,需要对表面进行酸洗处理。酸洗液由盐酸、硝酸、氟化钠配制。配方比例为:盐酸(浓度1.19)270m1+硝酸(浓度1?4)55m1+氟化钠40g三者混合后加温水(40°C)至1000ml酸洗至表面呈现银白色为合格。酸洗时间过长易造成钛材吸氢。酸洗后的表面立即用温度为60C的清水冲洗,除去表面残留的酸液,然后用洁净的白布擦干。
(4) 丙酮清洗。在施焊前,对钛管焊缝区表面还要用丙酮做最后一次清洗,以便彻底清除残留在表面的各种杂质。
(5) 对于焊丝,按上述同样程序进行清理。
惰性气体保护措施
氩气纯度
氩气纯度不小于99.99%水分含量不大于50mgm。
保护方法
采用双面保护法,管子外设保护罩管子内用密封隔板;对于固定焊口,管子内采用水溶纸密封。
(1)
钛管厂家在焊接时,400°C以上的区域范围为80mmX60mm,保护罩的面积依此而定,保护罩的宽窄、长短及形状根据管径的不同而定,保护罩由外壳、进气管及多孔筛板构成,采用奥氏体不锈钢制成。氩气经过进气管、多孔筛板形成层流进入保护区,从管子外面保护焊接质量。
(2) 对于管径较小的钛管,采用整管通气保护,用橡胶堵头封堵管子两端,1端通气,另1端开1小孔保证焊接过程中管内氩气略呈正压。由于氩气比空气重,进气孔应位于出气口的下方。


 在线咨询
在线咨询